- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 |
Our Advantage
☑ Affordable price ☑ Customized design is Available ☑ T/T, L/C or other payment accepted
☑ Fast shipping, Worldwide delivery ☑ Quality guaranteed ☑ Bulk discounts for larger orders
Product Description
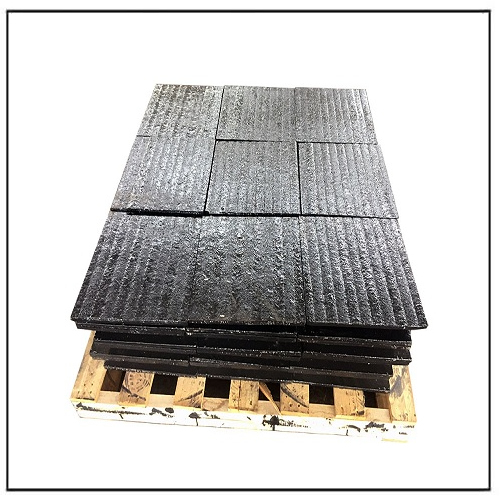
Chromium Carbide Wear Plate CCO PLATE 100 Specification
Base Material:ASTM A36(Q235B)
ASTM A529A(Q345B) , all weldable steel is optional
Hardfacing Layer: Chromium carbon alloy on Fe basis(austenite)
Bulk hardness : >630HV
Mean hardness : >55HRC
Layer thickness: 3 to 30 mm
Type of Products:Flux cored arc welding
Alloy Description: Austenitic chrome carbide iron(Chromium white iron)
Carbide Hardness: >1500HV
Volume Fraction of Carbide: >30%
Elemention Composition: Carbon:3-7.5%
Chromium:18-35%
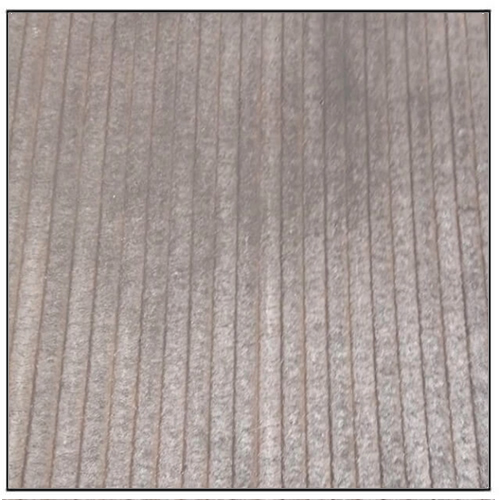
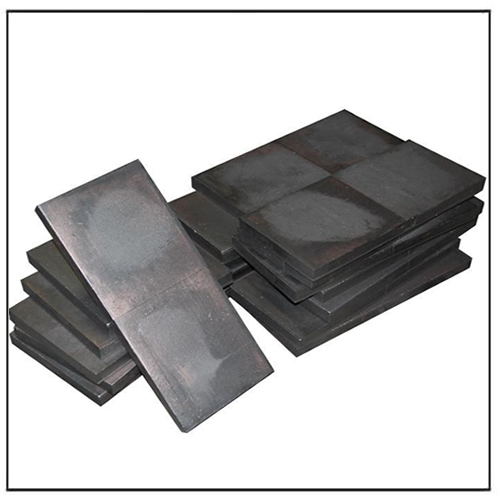
Chromium carbide wear plate is weld-overlay-plate made from based plate welded over with chromium carbide flux cored wire (we can weld on both sides: overlay+base plate+overlay). You can also see our CCO pipe.
The chrome carbide formed in a stable matrix, give it wear-resistant properties. Their balanced formulation and excellent price-performance ratio make our composite wear plates the standard solution for a wide range of industries. Chromium Carbide Wear Plate CCO PLATE 100
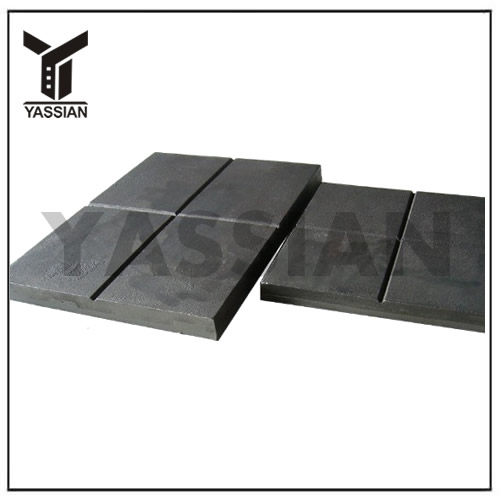
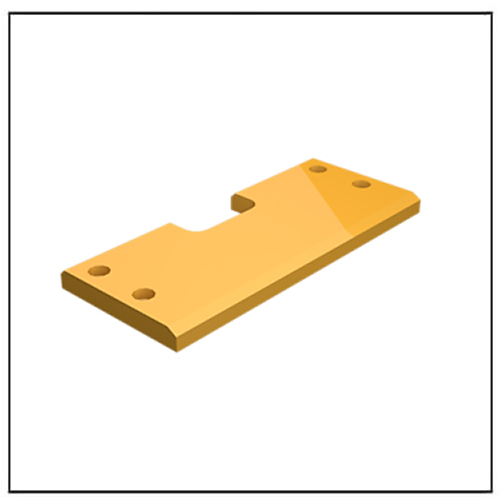
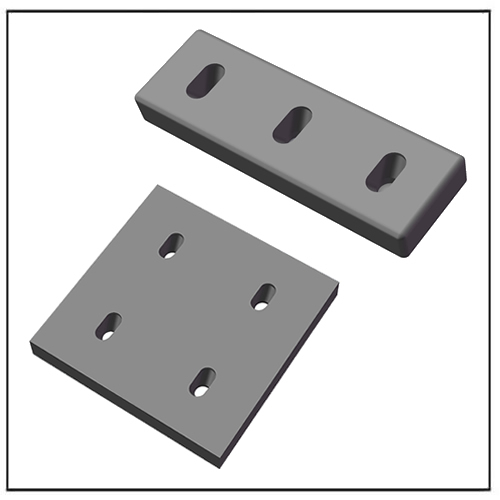
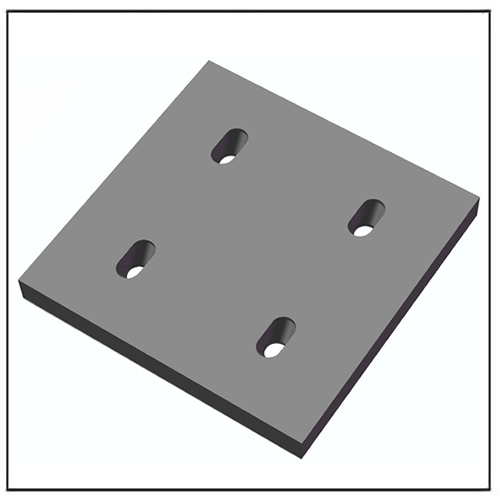
We can fabricate wear liners for you via (cutting, drilling, countersunk holes, stud welding).
Features & Benefits:
Low cost solution when compared to traditional abrasion-resistant steels like hardox. our plate’s price maybe higher than regular wear plate, but the lifespan is more than 4x longer. So your overall cost will be lower. Considering this will also reduce your down time, then it will save you even more money.
Recommended for resistance to wear by abrasion, fretting, cavitation, and particle erosion in high temperature applications (up to 1100°F).
Ideal for mild to moderate impact abrasion resistance.
Low maintenance cost and easy installation.
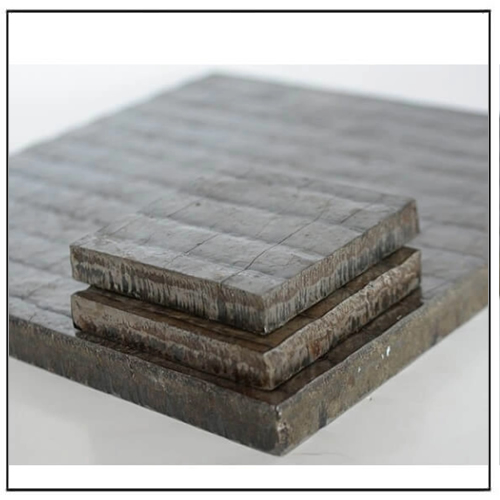
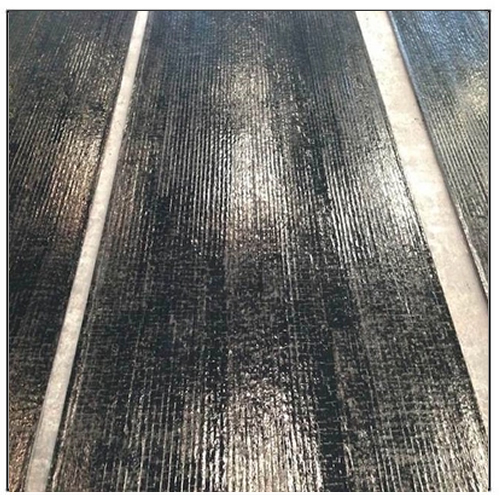
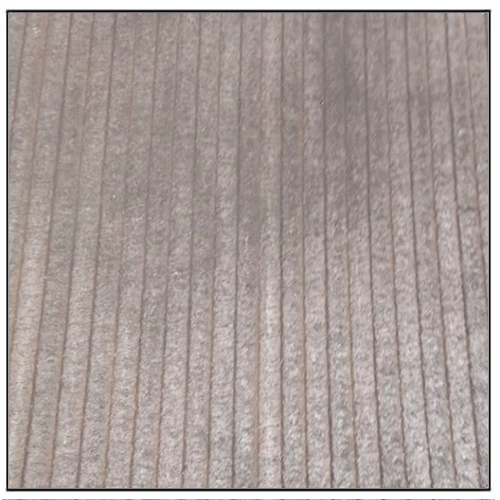
The overlay surface of CCO plate will consist of a series of beads with numerous hairline cracks in them. These properly spaced crosscheck cracks are a natural phenomenon and are beneficial to the material. The cracks propagate through the overlay and end at the fusion line.
Application Specifications:
Cutting – Plasma burning, air arc, abrasive saw or water jet.
Welding – Our CCO overlay plate can be joined by welding the substrate to substrate using 309 weld wire/rod.
Bending – Using a press brake, forming should be perpendicular to the weld pass direction. Plate rolling should be performed in the directions of the overlay beads.
| Thick | C% | Cr% | Mn% | Si% | HRC | Teamark |
| 3 on 3 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 on 4 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 on 5 | 3~4 | 18~22 | 0.5~1 | 0.5~1 | 58~60 | |
| 3 on N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | N>5 |
| 4 on N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 5 on N | 4~6 | 23~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 6 on N | 4~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 7 on N | 4.5~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 8 on N | 4.5~6 | 24~28 | 0.5~1.5 | 0.5~1 | 58~62 | |
| 9 on N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 10 on N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 11 on N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 12 on N | 5~6 | 26~34 | 0.5~1.5 | 0.5~1 | 60~64 | |
| N on N | 5~6 | 26~34 | 0.5~2 | 0.5~1 | 60~64 | N>12 |
Hide
Product Range