- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 |
Our Advantage
☑ Affordable price ☑ Customized design is Available ☑ T/T, L/C or other payment accepted
☑ Fast shipping, Worldwide delivery ☑ Quality guaranteed ☑ Bulk discounts for larger orders
Product Description
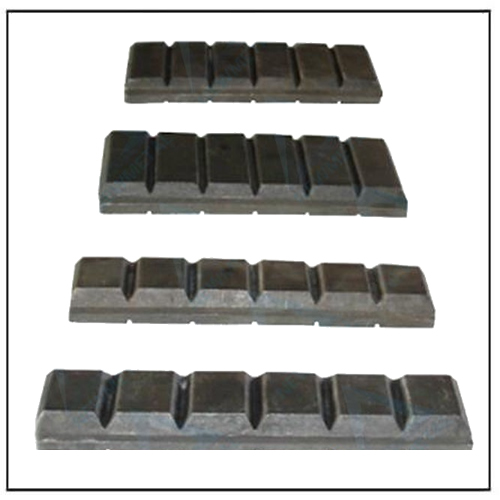
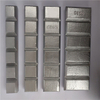
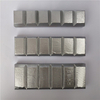
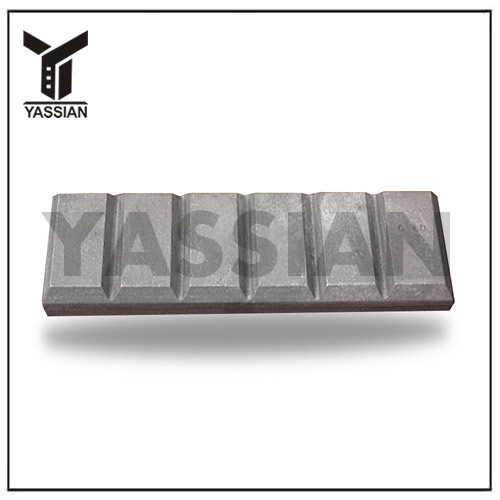
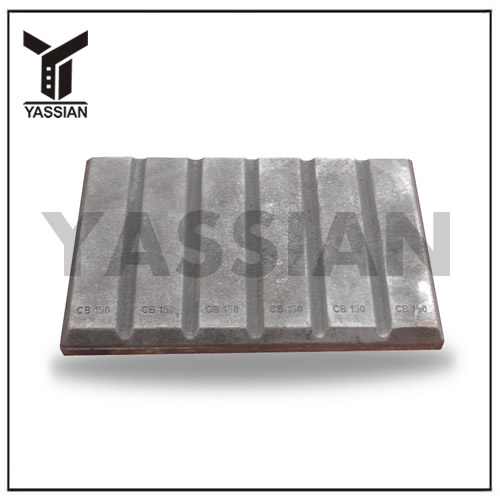
Long-life Wear Parts Chocky Bar for Dragline / Shovel Bucket Protection, Long-life DOMITE offers the ultimate in protection for extreme applications resulting in increased production, less down time + reduced maintenance costs.
Domite is a combination of high chromium white iron metallurgically bonded to a mild steel backkng plate. The white iron has a nominal hardness of 700 Brinell (63Rc) providing maximum abrasion reistance protection for your equipment. The mild steel is easily weldable with minimal preparation and acts as a cushion for the white iron,enabling it to handle impact and abrasion in the most extreme applications.
Domite has established a reputation as the solution for impact and high abrasion in the mining and quarry industries, and has numerous applications in the sugar cane, recycling, cement and mineral processing and dredging industries among others.
Technical Specifications
Lamination of chrome moly white iron metallurgically bonded to a mild steel backing plate achieving a high strength joint. White iron: modified AS2027 15/3 Cr Mo with finished nominal hardness of 700 HB( 63Rc) and containing primary carbides up to 1500HV.
Applications
Dragline/Shovel Bucket Protection
Loader/Excavator Bucket Protection
Chute Liners/Rock Box Bars and Liners
Feeder Deck Plates
Quarry and Mining Grizzly Screen
Shredder/Grinder tips
Cane Knife edges
Adapters Wear Caps
Dredging industry
Product Range
Domite is available in over 2500 standard shapes and sizes and can be used in combination to protect any impact and high abrasion areas. In addition, certain Domite products can be cut or bent to suit application, prior to welding, to help customize the protection on the machine.
Custom Domite parts can be designed to user’s specification.
Cutting details
High pressure abrasive water jet cutting is the preferred cutting method. Thermal cutting using an oxyacetylene torch, arc-air or plasma is not recommended due to high localized heat input and high risk of cracking and delamination.
For Domite no greater than 25mm section thckness, cutting bu abrasive disc is an accepted practice.
Caution: extreme care must be taken when cutting to minimise local pre-heating or cracks and delamination may occure.
Cutting Procedure 25mm Section Thickness
1. Secure the Domite piece to be cut in a vice or clamp
2. Notch the backing plate
3. Notch the White Iron a minimum of 3mm deep opposite the notch in the backing plate
4. Wrap the Domite with a rag and carefully hit using a soft faced hammer. The piece should break cleanly at the notch.
Welding Procedure
1. Ensure that the Domite backing plate and mating metal surface is clean and flat
2. Welding Rod selection- Low hydrogen weld rods or gas covered cored wire is recommended
Gas shielded solid MIG wire-Φ1.2mm max Flux cored wire -Φ1.6mm max to ASTM/AWS A5.18 classification ER705-6
Low hydrogen electrode-Φ3.25mm max to ASTM/AWS A5.1 calssification E7016-1H8 or E7018-1H4
3. Do not pre-heat Domite
4. Clamp and tack weld Domite into position
5. Stitch weld, laying 50mm maximum length on each run, alternating ends or sides to minimize heat input
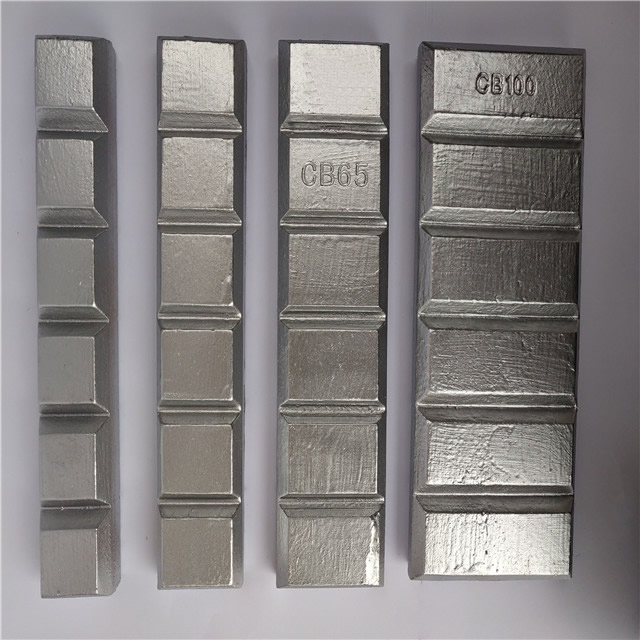
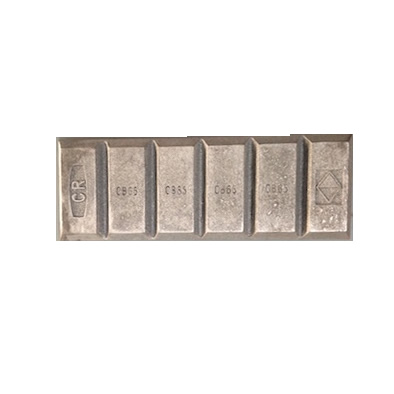
6. Do not deposit weld within 2mm from joint line between Domite and steel backing plate. High Chromium White Iron Chocky Bar
Item No. Size(mm) Dimension(mm) N.W.
A B C D (kg)
CB25 240X25X23 240 25 15 23 0.9
CB40 240X40X23 240 40 15 23 1.5
CB50 240X50X23 240 50 15 23 1.9
CB65 240X65X23 240 65 15 23 2.5
CB80 240X80X23 240 80 15 23 3.2
CB90 240X90X23 240 90 15 23 3.5
CB100 240X100X23 240 100 15 23 3.9
CB130 240X130X23 240 130 15 23 5.4
CB150 240X150X23 240 150 15 23 6
Product Range